

Introduction
Superflex II is one of the safer alternatives to Perch/n-Butanol for the processing of solid photopolymer plates. Superflex II is blended from low odour Hydrocarbon solvents and Alcohol’s that do not have any known adverse effects on the environment or operator.
Superflex II benefits:
Superflex II can be used on most brands of plate and washout times can be optimised depending upon the type of plate and processor being used. The drying rate of Superflex II is slower than most other washout solvents and can lead to less swell of the plate. Superflex II has a high flash point and is not classified as Hazardous.
Superflex II can be used where reduced odours and solvent vapours are desirable.
Operating temperatures of 20°C-33°C will give good results and temperatures below 20°C should be avoided.
Technical Information
Flashpoint : Above 62° C (not classed as flammable)
Specific Gravity : 0.84-0.87 @ 20°C
Boiling range: 150 – 220° C
TLV: 100 ppm Recommended
Plate Making
- Back Exposure and Main Exposure (follow the usual and tested time)
- Washout procedure (may increase another (60)seconds)
- Rinsing (The plates must be rinsed thoroughly with SuperFlex II, should be carefully blotted dry with absorbent, lint-free towels if excess dampness remains on the plate.
- Detach / Post Exposure (Light finishing & Post Exposure are recommended for plates Processed in SuperFlex II, typical finishing time as desired depending upon the Equipment type and plate type.
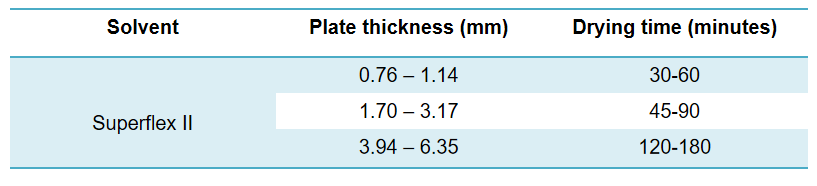
- Drying / Inspection Ovens should operate between (57 – 63ºC). Dry the plate for 15-20 minutes, then inspect the image for residual polymer.
- Return the plate to the oven for additional drying as follows
Flexo Solvent reclamation by users in-house :
Flexographic washout solvents are used by many flexo plate producers and in most cases, the used solvent is reclaimed and re-used. Typically batch distillation stills are used that have a distillation capacity of 200 to 1500 litres per batch.
Historically the traditional solvent blend used was a mixture of Perchloroethylene and n-Butanol which could be successfully reclaimed, easily tested and rebalanced (normally by the addition of more Perchloroethylene) by simple testing of specific gravity. This process was relatively easy since there were only 2 uncomplicated compounds involved in the mixture which were distilled completely at atmospheric pressures.
However, for many years now alternative safer solvents have been used and these ranges of solvents are based upon hydrocarbon oil fractions and alcohols that do not distil without fractionation within the still. The consequence of this is that if a particular distillation unit takes say 6 hours to distil a batch of solvent, it will be found that the solvent being recovered will vary over the period of the batch run, and if samples of the reclaimed solvent were taken from the still outlet every hour of the 6-hour batch run, it would be found that each of the 6 samples is quite different to each other due to this fractionation. This is due to the different boiling points and vapour pressures of components within the batch.
This highlights the need to ensure that each batch is reclaimed fully without partial processing and that all of the solvents from the batch at the end of the run are mixed together to return it to a homogenous solvent blend. Only when this has been carried out properly can quality control testing be meaningful to ascertain what corrections are required with the blend before re-use. Taking “part” of a distillation batch and mixing it with other solvent batches will normally result in all the solvent being out of balance.
Testing the solvents :
Unlike traditional Perch/Butanol solvents, the modern solvents cannot be controlled by simply testing the specific gravity alone, and in addition to this, other tests are required to check refractive index and alcohol levels within the product.
However – it is strongly recommended that small samples are submitted to C.K.Chemicals on a regular basis for Spectrometric testing. This is a free service provided and will ensure that adequate full monitoring of your solvent is being carried out.
We will supply suitable sample bottles, and samples can conveniently be given to our drivers on each delivery of new solvent to your works. It is advisable to send samples of the reclaimed solvent from the still (after remixing) and samples of the solvent going into the washout processor. Please ensure that the solvent to be tested is clearly identified and is representative of the useable mixed solvent.
Products Required
Super-Flex II Requires Super-flex II
N.B. Please note that the foregoing information also applies to other currently known and available Flexo solvents from other suppliers.
Super flex II – Reclaimed Solvent Testing Procedure:
The test kit contains:
2 Plastic pipettes
1 Digital refractometer OR Handheld refractometer
Procedure:
- Ensure that the stock tank of reclaimed solvent has been thoroughly mixed before taking the sample for testing.
- Take a sample of the stock solution from a tank of solvent to be tested.
- Using the digital refractometer place 0.3ml (approx 20drops) of the solvent into the prism cup and press the start button. The refractometer will automatically adjust for temperature difference so re-start 3 to 6 times to ensure a steady reading is obtained on the display.
- Repeat this procedure with a different sample to ensure consistent results.
- Clean prism in between samples.
- Note the reading:

Super flex II – Reclaimed Solvent Testing Procedure:
Note: The refractometer should be calibrated regularly with distilled water, see instructions with the unit.
R.I.Reading Add
74.0: 10% Super II Top-Up (to be added fresh solvent)
75.0: 7% Super II Top-Up (to be added fresh solvent)
76.0: 5% Super II Top-Up (to be added fresh solvent)
76.5 : 0
77.0 : 0
78.0 : 0
79.0: 10% Hydrocarbon Additive
>80.0: Consult C.K.Chemicals
Under normal recycling conditions, higher readings than 79 should not be obtained.
About the Author:
Mohammed Abdul Haleem
Email: packagingprinting@consultant.com
With almost 27 years of experience in the printing industry, he offers proactive recommendations on anilox roll specifications, flexographic printing sleeves, testing, inventory management, flexographic equipment applications, training, representation from experience in technical sales, marketing, production, technical service, parts, and supplies. His experience covers the spectrum of flexographic markets including wide web flexible packaging, narrow web, tag & labels, foil, folding carton, corrugated packaging applications.