

The anilox roll is what sets the flexographic industry apart from other printing discipline.
- In gravure the image cylinder makes contact directly with the ink.
- In offset and letterpress ink is transferred via smooth rollers to the printing plates.
Flexography differs from these processes in that the inks is transferred to the anilox roll, whose unusual surface determines how much ink will be deposited on the printing plate. From its beginning a half century ago as a less-than-refined printing process, flexography has soared into the upper reaches of the quality spectrum.
The continuing development of the anilox roll plays no small part in this achievement of excellence. Several generations of anilox roll have emerged.
The anilox engraving has three main variables:
- Line count (LPI) refers to the number of cells per inch, engraving angle refers to the spatial orientation of the cells in relation to one another, and
- Cell volume (BCM) refers to the ink carrying capacity of the cells. A fourth, and often overlooked, variable pertains to the condition of the engraved cells.General guidelines
- Solids and Heavy Line : 4.0 -9.0 BCM/in2
- Text and Regular Line : 1.0 – 8.0 BCM/in2
- Spot Vignette : 2.0 – 3.6 BCM/in2
- Process Color : 0.9 – 2.8 BCM/in2
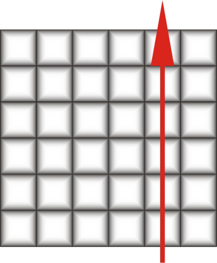
The engraving angle is the arrangement of cells in relation to the axis of the roll.
The simplest form of engraving is represented by the 90º, angle. Pyramidal cells are put in one row around the circumference of the cylinder. After the end of the first engraving row the second row will be engraved besides,shifted by one cell size. The result is a 90 degree engraving in relation to the cylinder axis, as it is illustrated in the diagram.
A modification of the 90ºangle is the 45º angle, to the cylinder axis. As well you see square pyramidal cells,but the square is turned on the tip. Due to this, the second engraved row needs to be positioned into the gaps.
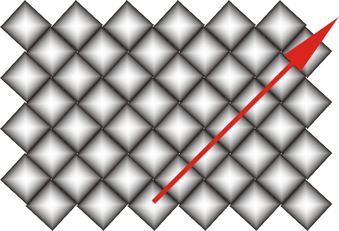
In comparison to the 90º angle, the 45º angle offers significant mechanical advandages, and has gained acceptance over a decades of printing practices. In opposition to the square shaped cells there exists a further possibility with six flanks, which is usually called hexagonal structure.
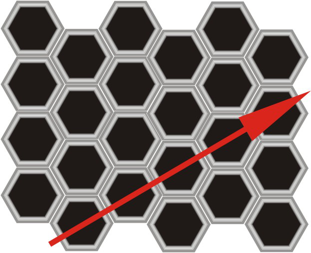
First the 30º deg,angle will be discussed. This angle is also situated flat-topped to the cylinder axis.
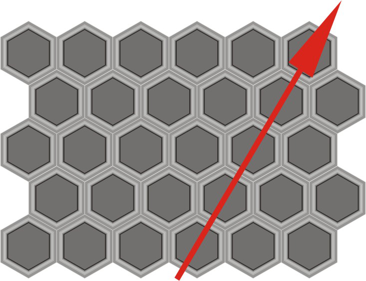
A comparison to the 60º,angle, reveals the difference. Being also a hexagonal figure with six edges this angle is as well situated on top to the cylinder-axis.
These 4 angles are the only possible geometry’s which can be placed uniformly and without gaps on one area and therefore the only ones which are suitable to use for anilox engraving.
Due to mechanical & printing reasons the angle of 90 deg, and 30 deg, cannot be recommended therefore, suggestion is to avoid the use:
Recommended angles are 45º & 60º
Because of the mechanical advantages of the 45 degree angle, which are significantly influenced the development of Flexo color separation and plate making.
color separation of 7.5º / 37.5º / 67.5º / 82.5º is based on the assumption the anilox roller angle is at 45º.
Further printing advantages appear whilst using the 60º anilox angle. In comparison to square shaped cells, the hexagonal cell shape has a higher packing rate. In other words, the hexagonal cell offers 12% more cells on the same area.
As it is the job of the anilox roller to transfer as much ink as possible and as uniform as possible, it is obvious that a higher quantity of cells indicate a plus concerning the ink transfer, as well as in the terms of uniformity.
Cell volume is the ink carrying capacity of a cell multiplied by the number of cells in a given square inch/meter of roll surface.
The common unit of measurement in North America is BCM/in2 or billion cubic microns per square inch
In Europe the unit more commonly used is cm3/m2 (cubic centimetres per square meter)
1 BCM/Sq.inch = 1.55 cm3/m2 (example: 10BCM x 1.55 – 15.5cm3/m2
Volume is determined by the depth, diameter, and profile of the cell.
Cell depth is usually measured in microns
It can be also measured in thousands of an inch
1 INCH = 25400 (example: 0.003” x 25400 microns = 76.2 microns
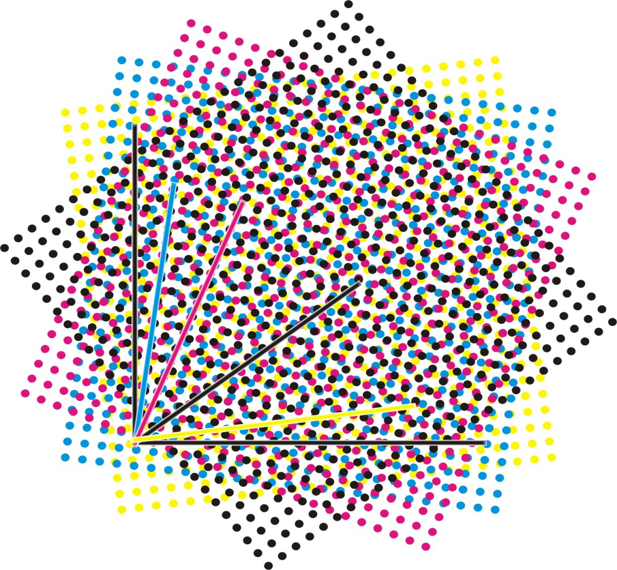
The word “Moire” stands for special disturbing pattern caused by certain in-appropriate position of angles to one another.
The cause of Moire is indeed only the wrong position of various angles, but unfortunately it has been established to call various kinds of disturbing pattern a “Moire”. Beside of the angle, all these patterns can have diverse causes, as there are: printing pressure too high,in appropriate mounting, overinking.
A typical pattern like Moire is caused by overinking of the dots.
The plate dot is really crammed full of ink at the moment of printing, the ink is squeezed irregularly.
The pattern,which results from this, appears similar like Moire effect.
The second cause for the formation of Moire is certainly due to an unfavourable positioning of the anilox engraving angle in relation to the color separation angles.
Two aspects are to be seen for this:
Very broad land areas of old or worn anilox rollers support an orientation of dots, by which an unfavourable positioning of angles is cleary transferred. The ratio between the screen count of the plate and the anilox screen count is of essential importance.
A relation 1:3 of screens should be the minimum.
For example :
If you want to print a plate dot of 50 l/cm with an anilox roller of 200 l/cm, you have a ratio of 1:4
Due to this ratio, it is rather unlikely that Moire appears by the positioning of the roller angles. As a consequence of this,we can state that there is no negative effect on your printing results, whether you use 45 degree or 60 degree angle engraved roller.
At this point the question arises :” If I am having the right relation between Anilox and Plate screen, I am avoiding the Moire. Is it possible then to utilize an Offset Color Separation???
Considering the aspect of Moire and angle positioning
Most significant aspect : as transfer procedure, as Offset printing is totally different than Flexo printing. A Offset separation is build up with a totally different Dot-Gain Curve.
In Flexo printing it becomes difficult to realize the required print quality from this setup.
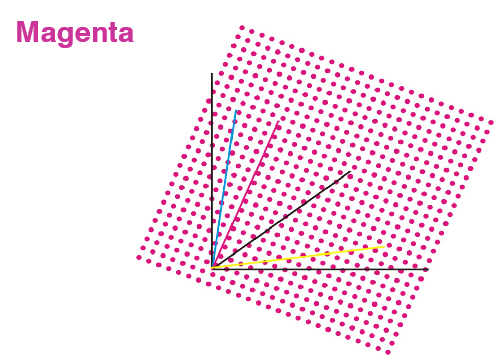
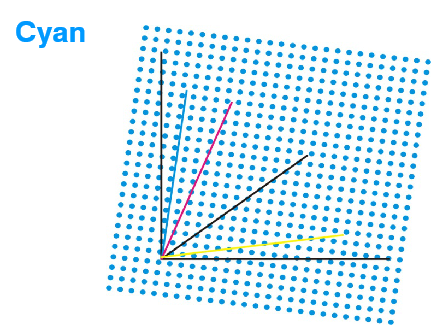
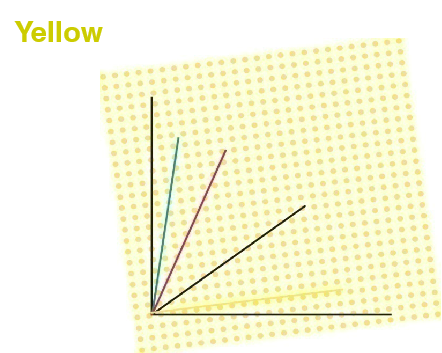
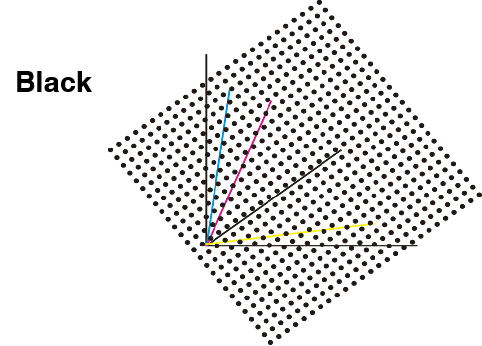
In flexography, where anilox rollers are used, screens will often be rotated (usually by 7.5°) to avoid clashing with the pattern of the anilox rollers; which are usually cut at 45°
Other Considerations:
Flexo plates screen ruling using K C>22.5° K>82.5° M>52.5° Y>7.5°
*Halftone Black may be pushed harder if there’s Black linework.
Flexo/Screen using Line-K: C>22.5° K>52.5° M>82.5° Y>7.5°
CMYK plus Line-Black allows you better image control and higher K.