
Why corona is used & how it improves adhesion?
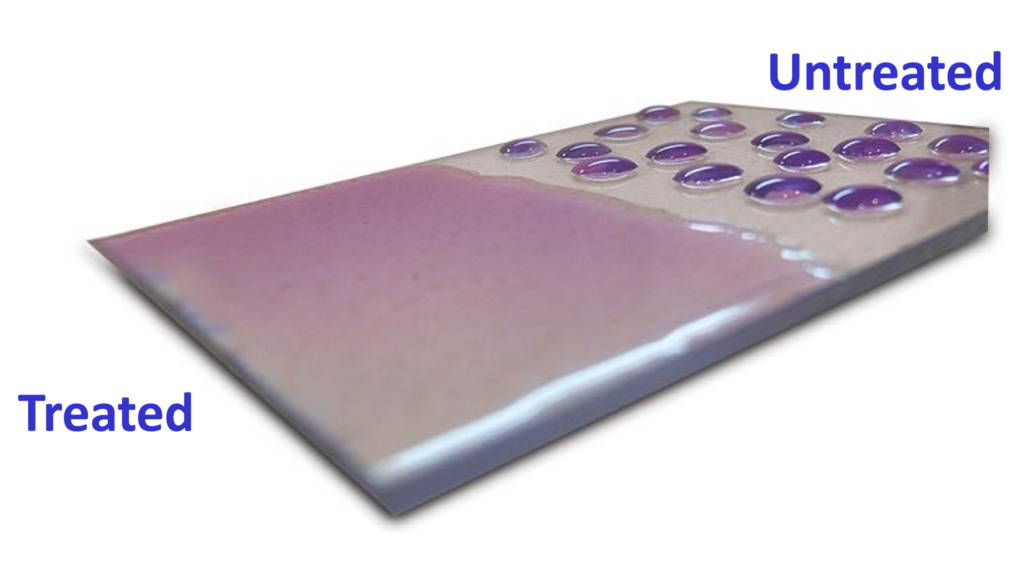
Several materials that are printed with flexo technology have nonporous surfaces. The most common of these substrates are polyethylene and polypropylene. These non-porous surfaces have low inherent surface energies, causing them to be non-receptive for bonding with printing inks, coatings, and adhesives. Other materials, such as foils and some papers, also demonstrate low surface energies that can cause concerns with bonding as stated above. It is for these reasons that an altering of surface energy is required in order to print these materials using flexo.
What does corona treatment do?
Technically: Ionizes air Forms low-molecular-weight (LMWOM) on film surface Oxidizes film surface Forms positive and negative sites by adding and deleting electrons.
Practically: Cleans etches & functionalizes films Increases surface wettability Promotes ink adhesion Enables you to add value
Accepting the Bond
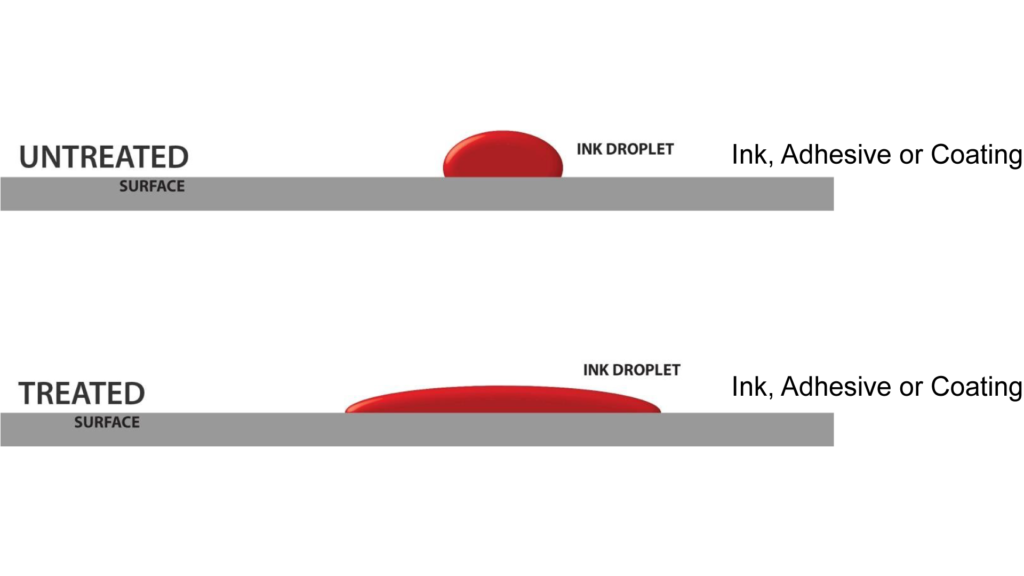
Corona treating is a method used to change the surface energy of many of these substrates to make them conducive to accept, or bond with, printing inks and adhesives. All of these substrates will have better bonding characteristics when they are treated at the same time they are manufactured. This procedure is referred to as post-treatment. It needs to be stated that corona treatment isn’t the only way surface energy can be altered at the time of manufacture. Other methods used include flame treating and priming. Selection is based mainly on the construction of the various materials. Most people think that corona treating somewhat roughens the surface of the substrate to make it more accepting of printing inks and adhesives, but scanning electron microscopy has disproven this. A popular theory is that corona treating causes a realignment of the molecular structure at the surface making more polar sites available for bonding. A measurement unit called a dyne is used to define surface energy. All liquids and most substrates (except porous) can be assigned dyne values. The rule of thumb is that for the ink to have success in adhering and wetting when placed on the substrate, that substrate needs to have a number in dynes that is 10 higher than the surface energy in dynes of the ink being applied.
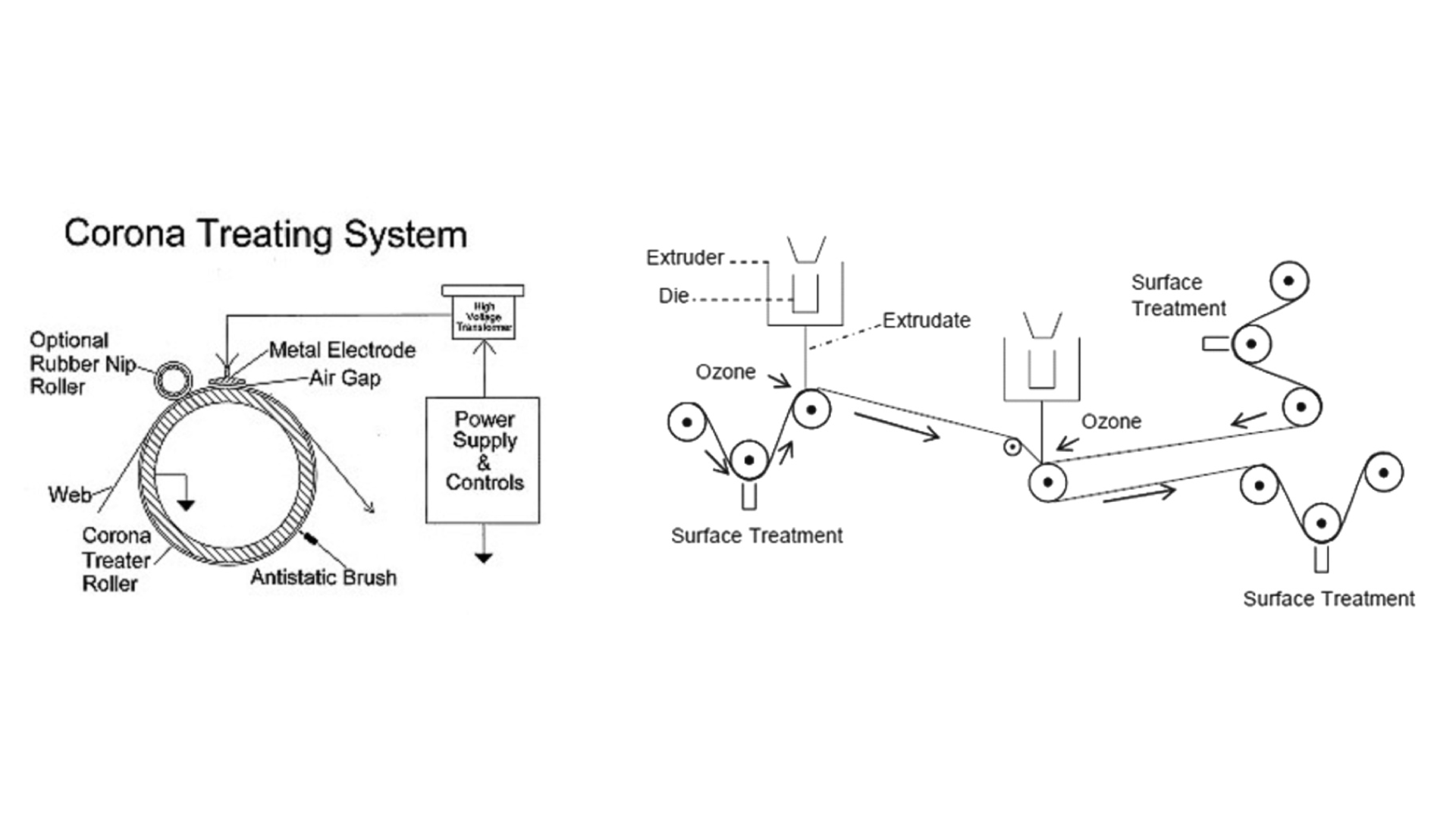
Corona Treater Components

Do all films need to be corona treated?
- All films should be corona treated at the time of extrusion
- Commonly referred to pretreated film
- This increases their receptiveness to treatment at the time of converting
- Most printers “bump” treat
- Immediately prior to printing
- Some films cannot be printed without bump treatment
- Films that can be printed without bump treatment still benefit from treatment
- Bump treating eliminates the variable of surface energy from the printing process & provides additional quality insurance
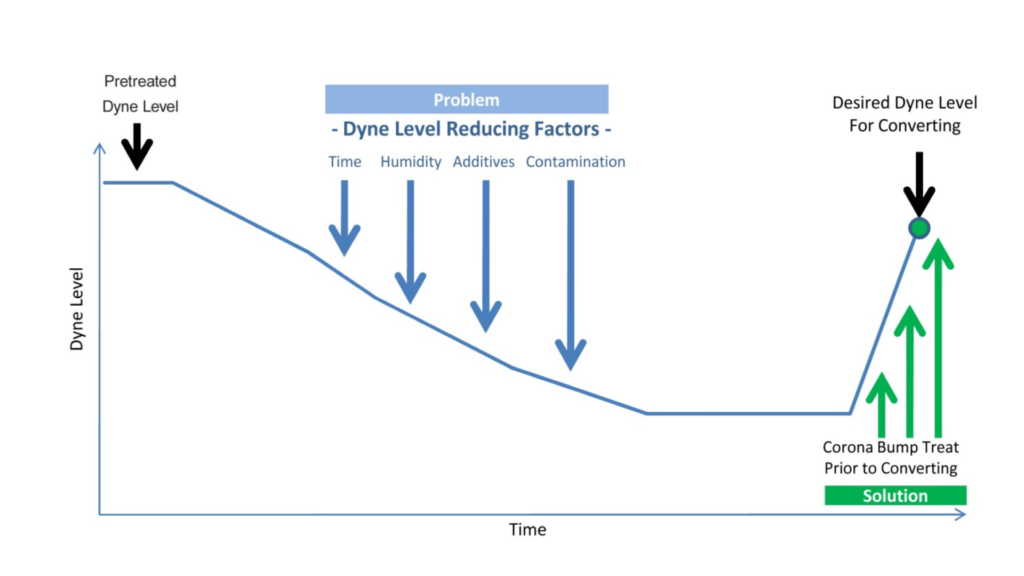
Dyne Levels
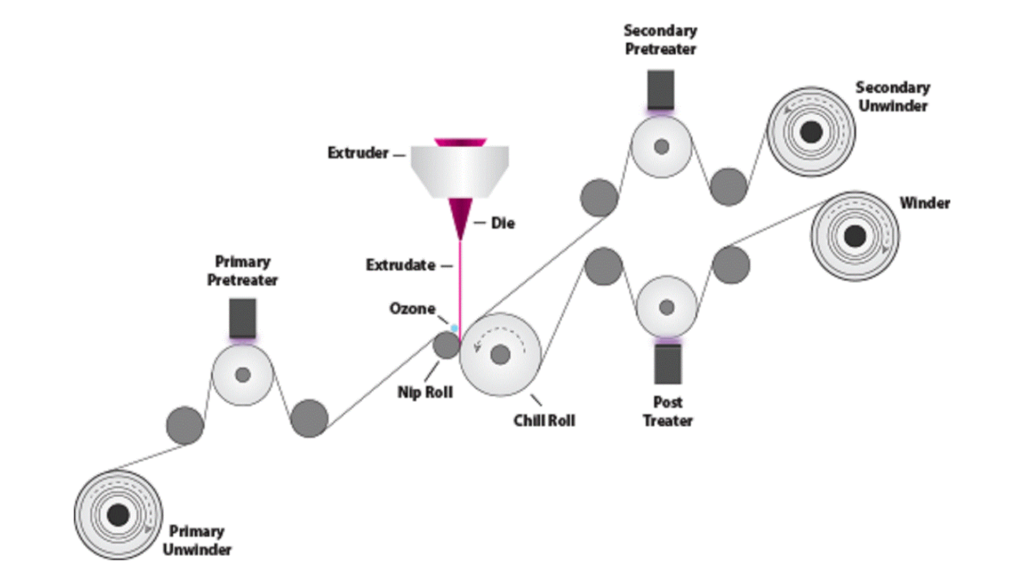
Water-based inks have higher surface energies than solvent inks, therefore their substrates must also have higher surface energies. Everything in nature will try to return to its most relaxed state so that the higher the dyne level the converter is trying to achieve, the faster that treat level will degrade. It is for this reason that when printing water inks on films, foils, and some papers, it is necessary to secondary treat at the press before printing.
The use of a corona treater on the flexo press, when sized correctly, will boost the treat level of the film back to its original level or slightly higher. Films that have slip packages associated with them could also benefit from secondary treatment. Slip will “bloom” to the surface of the film over time and this could cause various unacceptable print results. There are also other contaminants that could be on the film or foil surfaces. Corona treating will burn off this surface slip and other contaminants and help to achieve a better print not only now for adhesion but for visual quality. It is for this reason that experts recommend that secondary treatment be used for all applications for film, foil, and some papers when using either solvent, water-based, or UV ink.
- Dynes is a measurement of the surface energy of a substrate.
- Dynes quantify something we can’t see
- Untreated PP and PE have low dyne readings (usually 30 to 32 dyne)
- Dyne level indicates wettability.
Dyne level does not guarantee adhesion: Material & Process
Variables Contribute to Adhesion Success!
Dyne Levels Don’t Last Forever
- Set realistic expectations for your film suppliers.
- Collaborate!
- Use pretreated film.
- Take control of your process.
Dyne Pens – Quick Checks
Benefits of Dyne Pens
- Easy-to-use
- Good for quick checks (Yes/No)
Considerations
- Contamination of pen tips
- Tests small area of film
- Subject to operator interpretation
- Dynes is a unit of measurement of surfaces’ energy. 1 dyne equals a centimeter-gram-second unit of force.
- Dyne solutions & dyne pens are used to measure surface energy.
- Generally speaking, higher dyne levels produce better adhesion results than lower dyne levels.
Calculating Watt Density
- Watt Density is a measurement of the amount of energy being applied to the web.
- It is measured in Watts/ft2/minute. Watt density takes into account: Power Level
- Line Speed
- Line Width
- Number of Sides Being Treated
How much corona treatment do I need?
- It’s always best to apply the minimum amount of corona treatment needed to achieve the desired results
- How do I determine this? Ultimately your adhesion tests
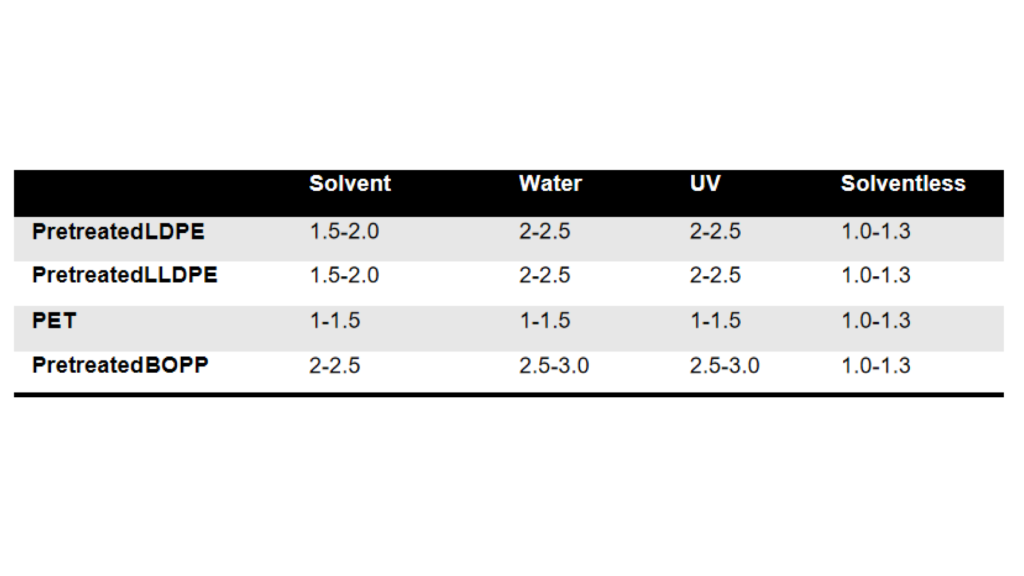
- To begin with target dyne levels
- Consult with your supplier of the ink, coating, or adhesive for their advice on target surface tension values
Calculating required treatment levels
- Measure the film’s incoming dyne level
- Treat film- record line speed & kW
- Measure dyne level after treatment
- Adjust power until you reach the target dyne level
- Run film through the press with treater: check adhesion
- Remember: Adhesion is based on numerous process & material factors in addition to the surface energy
Typical Watt Densities
Printing/Coating /Laminating
Summary
- Corona treaters improve wettability
- Bump treating eliminates surface energy as a printing variable
- Dyne Levels measure surface energy but do not guarantee adhesion
- Watt density measures applied to surface treatment
- Document your application details recipes
- Maintain the cleanliness of your equipment
- When adhesion fails on a repeated application:
- Ask what’s changed? Set-up? Materials? Process?
Author: Mohammed Abdul Haleem
Email: packagingprinting@consultant.com
With almost 26 years of experience in the printing industry, he offers proactive recommendations on Flexographic Printing plates, Anilox roll specifications, testing, inventory management, flexographic equipment, training, drawing from experience in technical sales, marketing, production, technical service, parts, and supplies.
His experience covers the spectrum of flexographic markets including wide web film, narrow web, tag & labels, foil, folding carton, corrugated packaging applications.